 Precision Silicone Rubber Products Co., Ltd.")
- Maison
- À propos de nous
- Produits
- Bague d'étanchéité en silicone
- Produits en silicone liquide
- Produits en silicone pour automobiles
- Tube en Silicone
- Bande de silicone
- Produits en silicone pour la cuisine
- Produits en silicone pour animaux de compagnie
- Produits en silicone pour bébé
- Produits de beauté en silicone
- Rouleaux de feuilles de caoutchouc de silicone
- Nouvelles
- Télécharger
- Envoyer une demande
- Contactez-nous


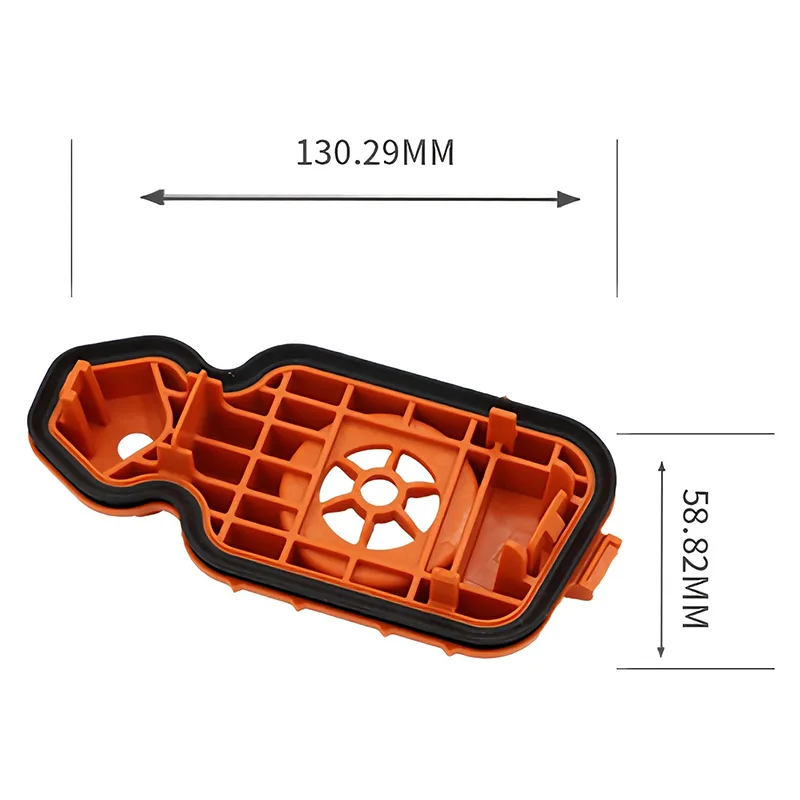
Liquid Silicone Rubber Plastic Parts Overmolding
Premium Liquid Silicone Rubber Plastic Parts Overmolding is offered by professional manufacturer Aobo Silicone, integrating liquid silicone rubber (LSR) with PC, ABS, PA, or PBT plastic substrates through a two-component injection molding process. It features high-temperature resistance (-60°C to 200°C), excellent adhesion, electrical insulation, and biocompatibility. Widely used in electronics, medical devices, beauty equipment, and automotive applications, it ensures durability, stability, and precise performance.
Professional manufacturer Aobo Silicone provides Liquid Silicone Rubber Plastic Parts Overmolding products that combine liquid silicone rubber (LSR) with PC, ABS, PA, and PBT plastic substrates through advanced two-component injection molding technology, forming a single integrated piece. This process achieves high-strength bonding, high- and low-temperature resistance, chemical resistance, and excellent biocompatibility. The products are widely applied in electronic device housings, medical instrument handles, automotive new energy connectors, and high-end beauty equipment


Material Selection
Material choice is critical for the performance and lifespan of product.
● Liquid Silicone Rubber (LSR) Performance
LSR offers high- and low-temperature resistance (-60°C to 200°C), excellent electrical insulation, and chemical stability, meeting biocompatibility standards for medical and beauty devices. Different LSR grades vary in viscosity, curing temperature, and chemical structure, requiring selection based on specific application requirements.
● Plastic Substrate Selection
PC, ABS, PA, and PBT differ significantly in hardness, toughness, weather resistance, and surface energy. Plastics with good LSR compatibility, such as modified polyolefins or thermoplastic elastomers (TPE), are recommended. Surface-treated ABS parts have shown bonding strength improvements of over 30%.
● Surface Treatment Measures
Plasma cleaning, chemical etching, or adhesion promoter application increases plastic surface energy, enhancing LSR bonding strength.
Through careful material selection and surface treatment, Liquid Silicone Rubber Plastic Parts Overmolding products can reliably operate in high-temperature, humid, and complex environments.
Design Optimization
Rational design improves bonding strength, durability, and reduces risk of detachment or fatigue.
● Reduce Stress Concentration
Avoid sharp corners or weak structures at the LSR-plastic interface. Smooth transitions and rounded edges distribute stress and minimize cracking.
● Increase Contact Area
Wave, serrated, or textured interfaces increase contact area and mechanical interlocking, significantly improving bonding strength.
● Reserve Expansion Space
LSR expands at high temperatures. Allowing space in the design prevents internal stress from causing detachment. Tests indicate this can extend product lifespan by approximately 20%.
Thoughtful design ensures Liquid Silicone Rubber Plastic Parts Overmolding products operate reliably across electronics, medical, automotive, and high-end home appliance applications.
Process Optimization
Process control is key to ensuring strong bonding between LSR and plastics.
● Precise Mold Parameter Control
Temperature, pressure, injection speed, and time affect plastic and LSR curing. Low temperatures may cause incomplete LSR vulcanization, while high temperatures can damage plastic or reduce adhesion.
● Two-Component Injection Molding Technology
LSR and plastic are molded integrally in a single mold, achieving seamless bonding suitable for complex components such as electronic housings, automotive buttons, and medical handles.
● Optimize Vulcanization
Adjust curing temperature, pressure, and time to ensure full LSR vulcanization while protecting the plastic substrate. Online monitoring ensures consistent adhesion in every batch.
Process optimization guarantees products with precise dimensions, stable structure, and long-term reliability.
Post-Processing and Maintenance
Post-processing enhances product performance and service life.
● Surface Cleaning and Pre-Treatment
Remove oil, dust, and oxidation from plastic surfaces to improve bonding.
● Special Adhesives
Use adhesives formulated for LSR-to-plastic bonding to maintain adhesion during vulcanization and ensure LSR encapsulates plastic tightly.
● Regular Inspection and Maintenance
Establish regular inspection schedules for long-term products to identify potential detachment or fatigue and prevent issues from escalating.
Proper post-processing and maintenance allow Liquid Silicone Rubber Plastic Parts Overmolding products to maintain high performance across multiple industries.
Product Advantages Table
|
Advantage |
Description |
|
High- and Low-Temperature Resistance |
-60°C to 200°C, suitable for harsh environments |
|
Biocompatibility |
Meets safety standards for medical and beauty equipment |
|
High Adhesion Strength |
Surface treatment + two-component molding improves bonding and reduces detachment |
|
Multi-Industry Applications |
Electronics, medical, automotive, new energy, high-end appliances |
|
High Reliability |
Precision process, vulcanization control, and post-processing ensure long-term stability |
|
Accurate Molding |
High-precision molds and automated production ensure dimensional consistency |
|
Long Service Life |
Expansion space design and proper maintenance extend lifespan |
FAQ
Q: Which industries are suitable for the product?
A: Widely used in electronic device housings, home appliance control buttons, automotive new energy connectors, medical handles, and beauty equipment. LSR and plastic combinations are selected according to operating environment, meeting temperature, wear, and biocompatibility requirements.
Q: How is strong bonding between LSR and plastic ensured?
A: By selecting compatible plastics, performing surface pre-treatment, using two-component injection molding, precisely controlling mold parameters, and optimizing vulcanization. Tests show bonding strength >3N/mm².
Q: What is Aobo Silicone’s production capacity?
A: Equipped with 32 vulcanization machines and 14 liquid injection molding machines, supported by complete mold, material, engineering, and quality inspection departments, ensuring stable mass production and rapid delivery.
Q: How reliable are the products in high-temperature environments?
A: Liquid Silicone Rubber Plastic Parts Overmolding products using LSR can withstand 200°C. Proper expansion space design and optimized vulcanization ensure long-term stability under high temperatures.
Q: Is post-processing and maintenance necessary?
A: Yes. Cleaning surfaces, using special adhesives, and regular inspection extend product life and prevent detachment issues.
Balises actives: Liquid Silicone Rubber Plastic Parts Overmolding, China, Manufacturer, Supplier, Factory
Catégorie associée
- Bague d'étanchéité en silicone
- Produits en silicone liquide
- Produits en silicone pour automobiles
- Tube en Silicone
- Bande de silicone
- Produits en silicone pour la cuisine
- Produits en silicone pour animaux de compagnie
- Produits en silicone pour bébé
- Produits de beauté en silicone
- Rouleaux de feuilles de caoutchouc de silicone
envoyer une demande
Informations de contact
-
Adresse
No. 4, Junfa 1st Road, Dongkeng Town, Dongguan City, Guangdong Province, China
-
Tél
-
E-mail
Si vous avez des questions concernant un devis ou une coopération, n'hésitez pas à nous envoyer un e-mail à postmaster02@dgabgj.com ou à utiliser le formulaire de demande suivant. Notre représentant commercial vous contactera dans les 24 heures. Merci de votre intérêt pour nos produits.
Obtenez un devis de solution de précision en 24 heures !
Consultation sans risque : analyse DFM gratuite et conseils de sélection de matériaux de la part de nos ingénieurs en silicone.
Économies directes en usine : éliminez les intermédiaires – économisez 15 à 30 % par rapport aux distributeurs.
Mise à l'échelle accélérée : du prototype à plus d'un million d'unités avec un contrôle qualité certifié Tesla/BYD.
Garantie de conformité mondiale : pré-vérifiée pour les normes FDA/ISO/ROHS.








